Description
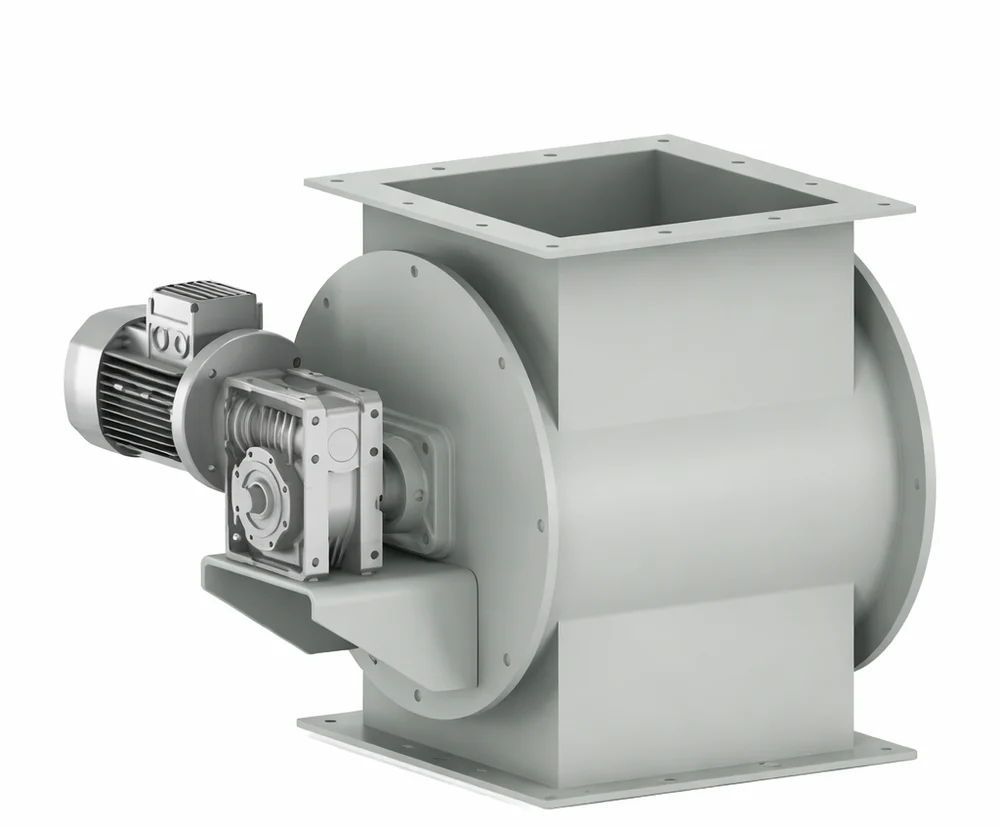
The designed to control the flow of bulk materials while maintaining proper air pressure in industrial systems. They play a critical role in dust collection and pneumatic conveying applications. Therefore, industries use these valves to ensure smooth and efficient material handling.
These valves work by rotating a vane inside a housing. As a result, they transfer material from one chamber to another without air leakage. In addition, they help maintain pressure balance in the system. This improves the efficiency of dust collectors and conveying systems.
Moreover, the design ensures continuous and controlled material discharge. It handles powders, granules, and fine particles with ease. Consequently, it supports consistent process flow and reduces material loss.
The equipment offers strong construction for long-term durability. It performs well under heavy-duty industrial conditions. At the same time, it resists wear caused by abrasive materials. This ensures reliable operation over time.
Additionally, the system supports easy installation and smooth integration with existing setups. It requires low maintenance, which helps reduce downtime and operating costs. Furthermore, it provides stable performance even during continuous operation.
Industries such as cement, food processing, pharmaceuticals, chemical processing, and manufacturing widely use these valves. They perform efficiently in applications where controlled material flow is essential. For better dust handling solutions, you can also explore Industrial Dust Collector Systems to improve efficiency and performance.
Overall, these valves provide controlled discharge, improved system efficiency, and reliable operation. Hence, they are an essential component in industrial material handling and dust collection systems.



